
磨损类型图示改进办法刃口磨损提高进给量降低切削速度使用更耐磨的刀片材质应用涂层刀片材质崩碎使用更强韧的材质考虑对刃口强化的刀片检查工艺系统的刚性加大主偏角热变形降低切削速度减少进给量减少切深(doc)使...
2020-04-07 16:57数控信息网
CNC雕刻机在国内的发展上从最近的一两年才有较大的发展,相关加工厂和使用单位时刻以敏锐的眼光盯着厂家的动向,这也是身为雕铣机主机生产厂一点也不敢松懈的真正原因所在。作为用户当然要选合适的设备,如果选型...
2020-04-07 16:41数控信息网
一. 铣削加工铣削操作为使用具有一个或一个以上之切刃并绕著某一固定轴旋转的刀具来进行切削的操作,切削时刀具固定而工件进给以完成加工。由切削所产生的切屑形状可以更进一步区别出此切削操作与其他金属切削操...
2020-04-07 16:33数控信息网
1 断裂原因材料硬度过高或过低工件的硬度在180~210HB时,拉削性能极佳,拉削后表面质量也十分好。当工件硬度低于170HB或高于240HB时,应对工件进行调质处理,以改善其切削性能。硬度过低,拉削时常出现堆屑而导...
2020-04-05 14:221099

2020-04-01 12:421789
模具行业发展概况分析模具是强迫金属或非金属成型的工具,是工业生产中必不可少的关键工艺装备。使用模具批量生产的制件具有高效率、高一致性、低耗能耗材、精度和复杂...
2020-03-30 14:461112
在目前的数控车床中,螺纹切削一般有两种加工方法:G32直进式切削方法和G76斜进式切削方法,由于切削方法的不同,编程方法不同,造成加工误差也不同。我们在操作使用上...
常见故障分析根据数控系统的构成、故障部位及故障现象、工作原理和特点,结合我们在维修中的经验,将常见的故障部位及故障现象分析如下:位置环这是数控系统发出控制指令,并与位置检测系统的反馈值相比较,进一...
2020-03-29 11:421465
经济型数控机床是指具有针对性加工功能但功能水平较低且价格低廉的数控机床,它主要是由机械和电气控制两大部分组成,其故障按故障源可分为机械故障和控制系统故障两类;按运行情况分有不运行类,运行加工尺寸超...
2020-03-29 11:351402
近日,分别由中国仪器仪表行业协会和大连依利特分析仪器有限公司负责起草,由中国机械工业联合会提出,SAC/TC124/SC6标委会归口管理的项目代号分别为20180711-T-604的《分析仪器通用技术条件》和20181692-T-604的...
2020-03-25 11:451320
1 引言数控文字地址程序段格式中,G代码、M代码分别表示准备功能宇和辅助功能字,G、M代码在不同数控系统中分别表示不同的数控功能,有些数控系统还规定可使用几套G、M代码指令,这就为数控加工工艺的制订,数控...
2020-03-21 17:04互联网
2020-03-13 15:53数控信息网
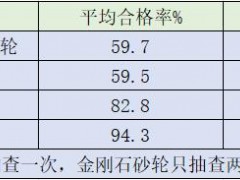
砂轮属于工具范畴,被比喻为“工业的牙齿”,广泛应用于各个行业。从总体上来讲,近几年砂轮产品抽查的合格率仍属偏低(见表1),存在种种不容忽视的问题,有些问题已严...
工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。世界知名的元器件制造公司都是高精密机械制...
2020-03-13 10:45数控信息网
PCB钻头简介: PCB钻孔是PCB制版的一个过程,也是非常重要的一步。主要是给板子打孔,走线需要,要打个过孔,结构需要,打个孔做定位什么的;多层板子打孔不是一次打完的,有些孔埋在电路板内,有些就在板子上面...
2020-03-09 10:59数控信息网
为了实现镀层脱模,先在胎具内孔镀一层低熔点金属锡,脱模时加热,让锡熔化,便可以使胎具和镀层分离。上砂镀层用金属锡,这样可不用更换镀液和进行清洗。铰刀工作时,该层金属是刀具的工作层,其物理机械性能及...
2020-03-07 17:41数控信息网
刀具设计应用了切削仿真技术,预先计算出实际切削时的切削力和切屑的温度;刀具结构也向着提升切削系统刚性、降低切削力,避免产生系统共振的角度发展。虽然在世界金属切削刀具市场中,中国的刀具暂时处于十分弱...
2020-03-07 16:50数控信息网
在金属切削加工过程中,通常都要使用切削液。切削液在切削加工中主要起冷却、润滑、排屑和防锈的作用,有助于提高刀具耐用度,减少工件热变形,保证工件已加工表面质量等。但是切削液的大量使用也造成了很多负面...
2020-03-06 10:44数控信息网
摘要:与传统铣床相比,数控铣床具有铣床、镗床、钻床等强大功能,但随着现代机械加工产业对精度要求的逐步提高,它们对数控铣床的加工精度要求也在随之提高。文章对数控铣床的重要性、数控铣床对刀前的准备工作...
2020-03-05 13:52数控信息网
随着特种陶瓷材料研变与开发工作的不断深入,陶瓷刀具在金属切削加工业中的应用比例不断扩展。随着航空、航天工业的发展要求,必须满足提高Ti合金和Ni基高温合金等工件材料切削效率的要求,特种陶瓷刀具材料将会...
2020-03-04 09:40数控信息网
程序编制人员在进行工艺分析时,要有机床说明书、编程手册、切削用量表、标准工具、夹具手册等资料,根据被加工工件的材料、轮廓形状、加工精度等选用合适的机床,制定加工方案,确定零件的加工顺序,各工序所用...
2020-03-01 11:38数控信息网
