
用手动丝锥加工螺纹时,经常发生丝锥折断的情况。丝锥折断,除了与操作者经验不足、技能欠佳、方法不当及丝锥质量有关外,还与丝锥结构上存在的缺陷密切相关。1 丝锥折断原因分析在攻丝过程中,由于操作者双手用...
2020-04-24 17:40数控信息网
螺纹铣削是当今发达国家制造业中比较流行的一种螺纹加工方法。它是采用数控机床的螺旋插补功能进行螺纹加工的一种新方法。与传统的采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣比较主要有以下优点:①同...
2020-04-23 14:23数控信息网
每一个制造工程师都公认工件上的螺纹加工是一个基本的金属加工过程。然而,无论如何,这个普通的加工决不是象听上去那么简单。首先,加工一个螺纹孔有两种手段——攻丝和螺纹铣。从表面看是很简单,但实际上要复...
2020-04-20 10:52数控信息网
针对特定的用途进行“理想”的刀具边缘修整绝非易事。直到最近一段时期,刀刃几何形状和尺寸的设计,与其说是一门学问,不如说是一门艺术,因为刀具本身必须具备很高的耐磨性和硬度,致使刀具难以加工。然而,正...
2020-04-20 09:59数控信息网
2020-04-19 14:27数控信息网
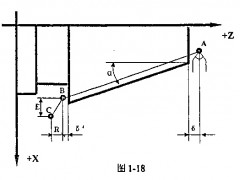
§1.2.3.2. 运动方式相关 G 指令* 螺纹加工 G32 指令格式: G32X__Z__R__E__P__F__功能: 执行 G32 指令时,刀具可以加工圆柱螺纹以及等螺距的锥螺纹、端面螺纹。见图1...
2020-04-19 14:20数控信息网
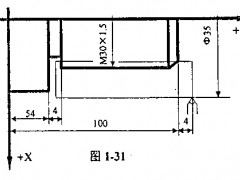
*单一切削循环指令(G80、G81、G82 )3)螺纹切削循环G82指令a 直螺纹切削循环G82 X__Z__R__E__C__P__F__;见图1一27所示,执行该指令可叨削锥螺纹和圆柱螺纹,并且刀具...
2020-04-19 14:13数控信息网
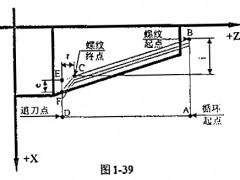
螺纹切削复合循环( G76 ) G78C(m ) R ( r ) E ( e ) A ( a ) x ( u } Z ( w ) l ( I ) K ( k ) U ( d ) v (△dmin ) Q (△d ) P ( p ) F ( l )见图1-39 所示,其中m...
故障现象:某配套SIEMENS 810M的立式加工中心,自动运行L84固定循环指令时,发现Z轴到达R3指定的位置后,Z轴不停止进给,继续往下运动。分析与处理过程:由于机床其他动作全部正常,因此可以确认故障是由于系统软...
2020-04-17 11:34数控信息网
故障现象:一台采用三菱M3A系统的加工中心,进行螺纹加工时,动作正常,但螺纹的最后两牙每次都被拉坏。分析与处理过程:数控机床的螺纹加工与系统的机床参数相关,维修时首先对系统的参数(包括基本参数、轴参数...
2020-04-17 10:54数控信息网
随着零部件制造商不断提高生产率,客户通常每年都会提出降低加工完成的零部件价格的要求,这就对零部件制造商的利润率提出了挑战。为了自己的生存和发展,零部件制造商必须不遗余力地降低生产成本,改进的途径包...
2020-04-14 14:21数控信息网
Myles刀具公司总结了在螺纹铣削加工中常见的一些问题及解决方法。以下是其中最突出的4种。(1)螺纹铣刀加速磨损或过度磨损①原因:切削速度和进给量选择不正确。解决方法:确保从加工参数表中选择正确的切削速度...
2020-04-13 14:14数控信息网
1 普通螺纹GB/T 4459.1-1995采用了GB 197-81《普通螺纹 公差与配合》中规定的标记,该标记由三大部分组成:而GB 133-74中关于螺纹的标记,由两个部分组成。它们具有相同点:细牙螺距都不注出;右旋螺纹不注出右...
2020-04-13 10:56数控信息网
国际刀具标准目录螺纹刀具标准代号确认年限标准名称ISO529-1993短形机用丝锥和手用丝锥ISO2283-1972(92)公称直径从 3至24mm和 1/8至 1英寸的长柄机用丝锥ISO2283-1972/A1-1977公称直径从 3至24mm和 1/8至 1英寸的...
2020-04-12 17:38数控信息网
在攻螺纹时,由于切刃要受配合量的很大约束,所以降低切削阻抗,防止刃瘤的产生和顺利排出切屑等都非常重要。极压和油性等润滑添加剂不仅可以防止产生刀瘤和熔粘,还可以提高螺纹的精度,具有良好的加工表面粗糙...
2020-04-11 17:22数控信息网
螺纹铣削是对传统螺纹切削和成形加工的一种替代方法。山特维克TITEX的产品范围包括用整体硬质合金和带硬质合金转位刀片的刀具加工M3-M100,M、MF和G等螺纹形状。对于两种铣刀而言,用户所获得的好处是类似的。整...
2020-04-11 16:21数控信息网
一般而言,多任务机床的成本高于其它大多数机床。这种机床虽以高效著称,但其每小时所提供的更高的效率必须得到充分利用。这就提出了如何优化性能的问题。一、一次设定随着CNC车床和加工中心的不断发展,多任务机...
2020-04-10 17:10数控信息网
故障现象:某配套FANUC 0-TD系统的数控车床,在自动加工时,发现机床不执行螺纹加工程序。分析与处理过程:数控车床加工螺纹,其实质是主轴的转角与Z轴进给之间进行的插补。主轴的角度位移是通过主轴编码器进行测...
2020-04-09 10:21数控信息网
故障现象:某配套大森R2J50L系统的数控车床,在G32车螺纹时,出现起始段螺纹“乱牙”的故障。分析与处理过程:数控车床加工螺纹,其实质是主轴的角位移与Z轴进给之间进行的插补,“乱牙”是由于主轴与Z轴进给不能...
2020-04-09 10:19数控信息网
加工大量的铝件,其中需加工M6、M8、M10、M12内螺纹。原在铝件上加工螺纹孔,攻丝后再装配螺栓,投入使用后用户反映常因螺纹“烂牙”而报废。在这种情况下我厂参考了有关资料,也没有找到一个合理的工艺方法,在...
2020-04-08 13:06数控信息网
对特殊材料零件进行深孔螺纹加工是比较困难的。例如,在一个钛合金零件上进行深孔攻丝是非常具有挑战性的。如果在一个接近完工的零件上,由于丝锥破损产生的刮削作用而导致零件报废,这是非常不经济的。因此,为...
2020-04-05 14:221507
