
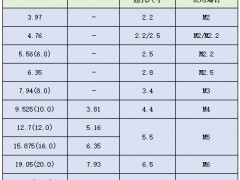
ISO标准和我国标准规定了可转位普通刀片的偏差。1. M级和N级的偏差值内切圆基本尺寸刀尖角≥60°刀尖角=55°刀尖角=35°m值允许偏差d值允许偏差(包括J、K、L级)m值允许偏差d值允许偏差m值允许偏差d值允许偏差4.76...
2020-03-28 16:361322
2020-03-28 15:531505
对于可转位硬质合金刀片来说,高精度转位通常只在中等精度加工时才需要,这听上去似乎有些矛盾。(本文中,转位精度定义为将刀片换到一新的切削刃后测得的精度。)产生...
三爪电动卡盘是大多数车床用户的标准工件夹持装置,这种卡盘具有足够的通用性,可应用于多种车削加工。然而,它不是所有加工任务的最佳夹具。弹簧夹头是一种备用工件夹持装置,与卡爪卡盘相似,也用机械力固定需...
2020-03-28 14:171444
2020-03-28 14:151478
JT(BT)40-XS16-751231、柄部型式及尺寸JT:表示采用国际标准ISO7388号加工中心机床用锥柄柄部(带机械手夹持槽);其后数字为相应的ISO锥度号:如50和40分别代表大端直...
刀片安装和转换时应注意的问题转位和更换刀片时应清理刀片、刀垫和刀杆各接触面,应保证接触面无铁屑和杂物,表面有凸起点应修平。已用过的刃口应转向切屑流向的定位面。转位刀片时应使其稳当地靠向定位面,夹紧...
2020-03-28 14:031336
1 带圆孔的、无孔和沉孔硬质合金可转位刀片的技术要求刀片后面平直度,向内凹不大于0.05mm,向外凸不大于0.03mm。刀片基面平直度,带圆孔的和无孔刀片只允许向内凹,其值不大于0.05mm;沉孔刀片只允许向内凹,其...
2020-03-28 13:361500
分类夹紧方式简图夹紧方式名称上压式桥式压板上压式勾形压板上压式刀片带压紧槽上压式带可调装置的上压式杠杆式腰槽形螺钉夹紧平端紧定螺钉夹紧偏心式光杆偏心夹紧螺杆偏心夹紧螺销上压式螺销上压式夹紧楔销式楔...
2020-03-28 13:061205
可转位刀具立体图可转位刀具简图可转位刀具名称外圆车刀端面车刀外圆、端面车刀外圆仿形车刀外圆切槽车刀外圆螺纹车刀
2020-03-28 12:511209
2020-03-28 12:451324
可转位刀片的压紧孔通常尺寸见下表

2020-03-28 12:181186
切削刀具使用注意事项
车孔刀与外圆车刀的比较内孔车刀与外圆车刀相比有如下特点:由于尺寸受到孔径的限制,装夹部分结构要求简单、紧凑,夹紧件最好不外露,夹紧可靠。刀杆悬臂使用,刚性差,为增强刀具刚性尽量选用大断面尺寸刀杆,...
2020-03-28 12:161079
分类夹紧方式简图夹紧方式名称锲块式锲块前压式锲块后压式杠杆锲块式弹簧锲块式压板压紧式压板压紧式螺钉压紧式螺钉压紧式压紧销式压紧销夹紧弹性壁式弹性壁压紧式
2020-03-28 11:291179
刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能,特别是微机与数控机床的联...
2020-03-28 11:091250
2020-03-28 10:211436
用金属切削刀具从工作上切除多余的(或预留的)金属, 从而获得在形状上、尺寸精度及表面质量上都合乎预定要求的加工。_称为金属切削加工。在切削加工过程中,刀具同工件...
1、结构要素待加工表面——工件上有待切除的表面。已加工表面——工件上经刀具切削后产生的表面。过渡表面(同义词:加工表面)——工件上由切削刃形成的那部分表面,它将在下一个行程,刀具或工件的下一转里被切...
2020-03-28 10:20互联网

2020-03-27 13:14互联网
国际标准ISO 3338-3、中国标准GB/T 6131.3、德国标准DIN1835对铣刀2°削平型直柄的形式和尺寸作出了规定,德国标准对该形式的代号为DIN1835 E型。这种2°斜削平型和削平...

2020-03-27 13:091279
国际标准ISO 3338-2、中国标准GB/T 6131.2、德国标准DIN1835对铣刀削平型直柄的形式和尺寸作出了规定,德国标准对该形式的代号为DIN1835 B型。

2020-03-27 13:061103
数控车床用VDI的接口尺寸
为更合理使用金属材料,充分发挥其作用,必须掌握各种金属材料制成的零、构件在正常工作情况下应具备的性能(使用性能)及其在冷热加工过程中材料应具备的性能(工艺性能)。材料的使用性能包括物理性能(如比重...
2020-03-27 13:051324
1.金属组织金属:具有不透明、金属光泽良好的导热和导电性并且其导电能力随温度的增高而减小,富有延性和展性等特性的物质。金属内部原子具有规律性排列的固体(即晶体)。合金:由两种或两种以上金属或金属与非...
2020-03-27 13:041477
