
程序构成 主程序和子程序 文件名 顺序号和程序段 字和地址§1.1.6 程序构成§1.1.6.1 主程序和子程序* 主程序程序分为主程序和子程序,通常CNC系统按主程序指令运行,但在主程序中遇见调用子程序的情形时,则 CN...
2020-04-19 14:46数控信息网
数控车床编程 基本指令M 指令(或辅助功能) F . T . S 指令§1.2.1 M指令(或辅助功能)辅助功能是用地址字 M 及二位数字表示的它主要用于机床加工操作时的工艺性指令其特点是靠继电器的通、断来实现其控制过程。...
2020-04-19 14:45数控信息网

2020-04-19 14:44数控信息网
G 指令(准备功能) 坐标系相关的 G 指令 坐标系设定 G92 指令§1.2.3 G指令(准备功能)准备功能G指令用地址字O和两位数值表示共有 Goo -G99 统的G 指令功能表各 G 指...

2020-04-19 14:42数控信息网
零点偏置 G54 一 G59 指令 绝对值输入 G90 和增量值输人 G91 指令 英制输人 G20 和公制输人 G21 指令 进给量的设定 G94 和 G95 指令§1.2.3.1 坐标系相关的G指令★零点...

第六课-自动返回参考点 G28 指令从参考点返回 G29 指令
2020-04-19 14:41数控信息网
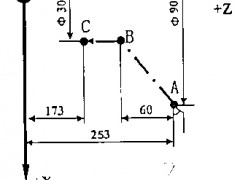
§1.2.3.1 坐标系相关的G指令★自动返回参考点 G28 指令格式:G28X _ Z_;功能:G28指令刀具,先快速移动到指令值所指令的中间点位置,然后白动间参考点说明: X、Z在G...
2020-04-19 14:39数控信息网
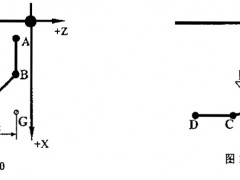
3.2. 运动方式相关 G 指令* 快速点定位 G00 指令格式: G00X _ Z__功能: G00指令刀具从当前点决速移到X、Z所指定的日标点上,刀具在运动时,其进给路线可能为折线,这...
2020-04-19 14:38数控信息网
§1.2.3.2. 运动方式相关 G 指令*倒角、倒圆 G01 指令倒角控制机能可以在两相邻轨迹之间插人直线倒角或圆弧倒角。l )直线倒角格式: G01X__Z__ C功能:直线倒角G01,...

2020-04-19 14:36数控信息网
§1.2.3.2. 运动方式相关 G 指令*圆弧插补 G02、G03 指令格式: G02 X__Z__I__K__F或G02 X__Z__R__FG03 X__Z__I__K__F或G03 X__Z__R__F功能: 圆弧插补G02/G03的判断,...
2020-04-19 14:27数控信息网
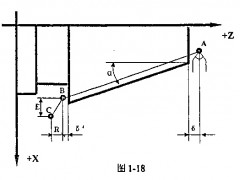
§1.2.3.2. 运动方式相关 G 指令* 螺纹加工 G32 指令格式: G32X__Z__R__E__P__F__功能: 执行 G32 指令时,刀具可以加工圆柱螺纹以及等螺距的锥螺纹、端面螺纹。见图1...
2020-04-19 14:25数控信息网
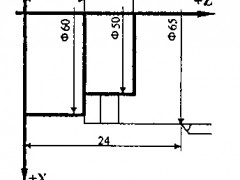
*单一切削循环指令(G80、G81、G82 )1)内、外径切削循G8O指令a 圆柱面的内、外径切削循G80 X _ Z _ F _ ;见图1一21所示,执行该指令时,刀具从循环起点A开始,经A→B...
2020-04-19 14:21数控信息网
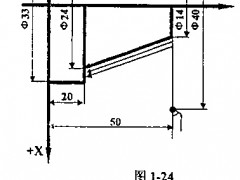
*单一切削循环指令(G80、G81、G82 )2)端面切削循环 G81 指令a . 端面切削循环G81 X__Z__F__见图1一25所示.执行该指令,刀具从侃环起点(A点)开始,经循环起点A一切削...
2020-04-19 14:20数控信息网
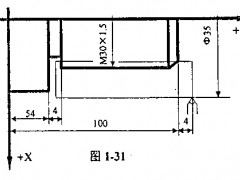
*单一切削循环指令(G80、G81、G82 )3)螺纹切削循环G82指令a 直螺纹切削循环G82 X__Z__R__E__C__P__F__;见图1一27所示,执行该指令可叨削锥螺纹和圆柱螺纹,并且刀具...
第十四课--复合循环切削指令外径粗加工复合循环 G71 指令
2020-04-19 14:18数控信息网
*复合循环切削指令(G71、G72、G73、G76)运用这组G代码,只需指定精加工路线和粗加工的背吃刀量,系统会自动计算粗加工路线和加工次数。1) 外径粗加工循环G71指令G71...
2020-04-19 14:16数控信息网
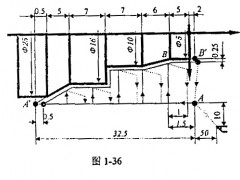
*复合循环切削指令(G71、G72、G73、G76 )G72W(△d )R(e ) P ( ns ) Q ( nf ) X(△u ) Z(△W)F(f) T(t)S (s)见图1一35所示,该循环指令与G71指令的区别在于其切削...

2020-04-19 14:15数控信息网
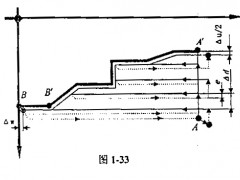
3)封闭轮廓循环G73指令G73U(△J ) W(△k )R(d)P(ns)Q(nf)X(△u )Z(△W)见图1一37所示,该功能在切削工件时,刀具轨迹为一封闭回路,刀具逐渐进给,使封闭切削回路...
2020-04-19 14:13数控信息网
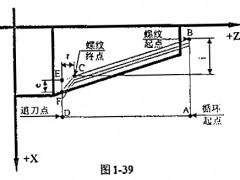
螺纹切削复合循环( G76 ) G78C(m ) R ( r ) E ( e ) A ( a ) x ( u } Z ( w ) l ( I ) K ( k ) U ( d ) v (△dmin ) Q (△d ) P ( p ) F ( l )见图1-39 所示,其中m...
2020-04-19 14:09数控信息网
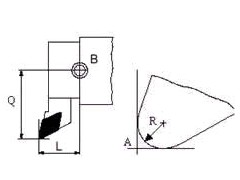
1. 刀尖圆弧半径补偿的目的数控机床是按假想刀尖运动位置进行编程,如图1中A点,实际刀尖部位是一个小圆弧,切削点是刀尖圆弧与工件的切点,如图2所示,在车削圆柱面和...
§2.1 编程步骤§2.1 产品图样分析1)尺寸是否完核2)产品精度、粗糙度等要求。3)产品材质、硬度等。§2.1.2 工艺处理。1)加工方式及设备确定。2)毛坯尺寸及材料确定。3)装夹定位的确定4)加工路径及起刀点、...
2020-04-19 14:07数控信息网
编程实例一例图2一1所示,技术条件:该工件毛坏为ф26尼龙棒,要求六次循环加工完成,其中后五次的吃刀量为0.8smm(半径值),该例为半径值编程,%2001 (见图2一1 ) (主程序程序名)N1 G92 X16 Z1(建立坐标系...
2020-04-19 14:05数控信息网
所谓加工中心参考点又名原点或零点,是机床的机械原点和电气原点相重合的点,是原点复归后机械上固定的点。每台机床可以有一个参考原点,也可以据需要设置多个参考原点,用于自动刀具交换(ATC)或自动拖盘交换(...
2020-04-19 13:26数控信息网
