1 引言
传统的螺纹加工方法主要为采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣。随着数控加工技术的发展,尤其是三轴联动数控加工系统的出现,使更先进的螺纹加工方式———螺纹的数控铣削得以实现。螺纹铣削加工与传统螺纹加工方式相比, 在加工精度、加工效率方面具有极大优势,且加工时不受螺纹结构和螺纹旋向的限制,如一把螺纹铣刀可加工多种不同旋向的内、外螺纹。对于不允许有过渡扣或退刀槽结构的螺纹,采用传统的车削方法或丝锥、板牙很难加工,但采用数控铣削却十分容易实现。此外,螺纹铣刀的耐用度是丝锥的十多倍甚至数十倍,而且在数控铣削螺纹过程中,对螺纹直径尺寸的调整极为方便,这是采用丝锥、板牙难以做到的。由于螺纹铣削加工的诸多优势, 目前发达国家的大批量螺纹生产已较广泛地采用了铣削工艺。
2 螺纹铣削加工实例
图1所示为M6标准内螺纹的铣削加工实例。工件材料:铝合金;刀具:硬质合金螺纹钻铣刀;螺纹深度:10mm;铣刀转速:2,000r/min;切削速度:314m/min; 钻削进给量:0.25mm/min;铣削进给量: 0.06mm/齿;加工时间:每孔1.8s。

图1所示加工工位流程为:①位,螺纹钻铣刀快速运行至工件安全平面;②位,螺纹钻铣刀钻削至孔深尺寸;③位,螺纹钻铣刀快速提升到螺纹深度尺寸;④位,螺纹钻铣刀以圆弧切入螺纹起始点;⑤位,螺纹钻铣刀绕螺纹轴线作X、Y方向插补运动,同时作平行于轴线的+Z方向运动,即每绕螺纹轴线运行360°,沿+Z方向上升一个螺距,三轴联动运行轨迹为一螺旋线;⑥位,螺纹钻铣刀以圆弧从起始点(也是结束点)退刀;⑦位,螺纹钻铣刀快速退至工件安全平面,准备加工下一孔。该加工过程包括了钻孔、 倒角、内螺纹铣削和螺纹清根槽铣削,采用一把刀具一次完成,加工效率极高。
3 螺纹铣刀主要类型
在螺纹铣削加工中,三轴联动数控机床和螺纹铣削刀具是必备的两要素。以下介绍几种常见的螺纹铣刀类型:
(1) 圆柱螺纹铣刀
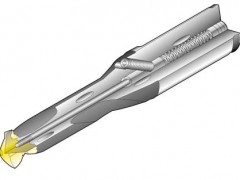
圆柱螺纹铣刀的外形很像是圆柱立铣刀与螺纹丝锥的结合体(见图2上,图2下为锥管螺纹铣刀),但它的螺纹切削刃与丝锥不同,刀具上无螺旋升程,加工中的螺旋升程靠机床运动实现。由于这种特殊结构,使该刀具既可加工右旋螺纹,也可加工左旋螺纹,但不适用于较大螺距螺纹的加工。
常用的圆柱螺纹铣刀可分为粗牙螺纹和细牙螺纹两种。出于对加工效率和耐用度的考虑,螺纹铣刀大都采用硬质合金材料制造,并可涂覆各种涂层以适应特殊材料的加工需要。圆柱螺纹铣刀适用于钢、铸铁和有色金属材料的中小直径螺纹铣削,切削平稳,耐用度高。缺点是刀具制造成本较高,结构复杂,价格昂贵。
(2) 机夹螺纹铣刀及刀片
机夹螺纹铣刀适用于较大直径(如D>25mm)的螺纹加工。其特点是刀片易于制造,价格较低,有的螺纹刀片可双面切削,但抗冲击性能较整体螺纹铣刀稍差。因此,该刀具常推荐用于加工铝合金材料。图3 所示为两种机夹螺纹铣刀及刀片。图3a为机夹单刃螺纹铣刀及三角双面刀片,图 3b为机夹双刃螺纹铣刀及矩形双面刀片。
(3) 组合式多工位专用螺纹镗铣刀
组合式多工位专用螺纹镗铣刀的特点是一刀多刃, 一次完成多工位加工,可节省换刀等辅助时间,显著提高生产率。图4所示为组合式多工位专用螺纹镗铣刀加工实例。工件需加工内螺纹、倒角和平台d4。若采用单工位自动换刀方式加工,单件加工用时约30s。而采用组合式多工位专用螺纹镗铣刀加工,单件加工用时仅约5s。

4 螺纹铣削轨迹
螺纹铣削运动轨迹为一螺旋线,可通过数控机床的三轴联动来实现。图5为左旋和右旋外螺纹的铣削运动示意图。
与一般轮廓的数控铣削一样,螺纹铣削开始进刀时也可采用1/4圆弧切入或直线切入。铣削时应尽量选用刀片宽度大于被加工螺纹长度的铣刀,这样, 铣刀只需旋转360°即可完成螺纹加工。螺纹铣刀的轨迹分析如图6所示。
5 螺纹铣削编程
现结合M30×1.5右旋内螺纹铣削加工实例说明螺纹铣削的编程方法。工件材料:42CrMo4;螺纹底孔直径:Di=28.38mm;螺纹直径:Do=30mm;螺纹长度L=20mm;螺距:P=1.5mm;机夹螺纹铣刀直径:D2=19mm;铣削方式:顺铣。
(1) 参数计算
主轴转速N为
N=1000V/(D2×p=1000×150/(19×3.14)=2512r/min
铣刀齿数Z=1,每齿进给量f=0.1mm,铣刀切削刃处进给速度F1为
F1=fz×N=0.1×1×2512=251.2mm/min
铣刀中心进给速度F2为
F2=F1(D0-D2)/D0=251.2×(30-19)/30=92.1mm/min
设安全距离CL=0.5mm,切入圆弧半径Re为
Re=[(Ri-CL)²+R0²]/(2R0)=[(14.19-0.5)²+15²]/(2×15)=13.747mm
切入圆弧角度b为
b=180°-arcsin[(Ri-CL)/Re]=180°-arcsin[(14.19-0.5)/13.747]=95.22°
为便于计算,
!
可近似取值为90°。
切入圆弧时的Z轴位移Za为
Za=Pa/360°=1.5×90°/360°=0.375mm
切入圆弧起始点坐标为
(2)螺纹铣削程序(Fanuc系统)
%
N10 G90 G00 G57 X0. Y0.
N20 G43 H10 Z0. M3 S2512
N30 G91 G00 X0. Y0. Z-20.375
N40 G41 D60 X0. Y-13.690 Z0.
N50 G03 X15. Y13.69 Z0.375 R13.747 F92
N60 G03 X0. Y0. Z1.5 I-15. J0.
N70 G03 X-15. Y13.69 Z0.375 R13.747
N80 G00 G40 X0. Y-13.690 Z0.
N90 G49 G57 G00 Z200. M5
N100 M30
%