
一、 润滑油作用润滑油是用在各种类型机械上以减少摩擦,保护机械及加工件的液体润滑剂,主要起润滑、冷却、防锈、清洁、密封和缓冲等作用。润滑油占全部润滑材料的85%,种类牌号繁多,现在世界年用量约3800万吨...
2020-04-02 09:431512
一、油基切削液与水基相比各有何特点?总的来说,油基切削液的润滑性好些,水基切削液的冷却性好些。油基切削液在高温时易产生烟雾、易着火;水基切削液易生菌腐败,使用期短,容易生锈。二、切削油的质量检测有...
2020-04-02 09:421456
在欧洲,泵的驱动系统占到能量总耗的23%。也就是说,大多数泵送系统在浪费量。德国能源机构(DENA)估计,仅在德国,每年的节能潜力就达到150亿kWh,以每kWh为0.1欧元计,相当于15亿欧元。德国Knoll 机械制造有限公...
2020-04-02 09:411072
用什么加工中心去生产急需的青铜零件?用装有适用切削油的适用机床?就机床用户的日常生产计划而言,他们对此问题十分熟悉。首要问题是,必须在短时间内找到适用的加工中心。然后还需考虑机床上用的切削液是否适用...
2020-04-02 09:401078
在金属切削和金属加工企业中,使用冷却液是一件非常普遍的事。但它也给工业企业带来了一定的问题,如机床冷却润滑设备的费用可达机床采购投资的百分之几;增加了企业要上缴的环境保护税、工业污染物和排污费用。...
2020-04-01 16:381484
使用何种切削液还要根据加工的工件材质、加工工艺难易程度、加工方式、加工的工况情况等做一个综合的分析再去选择。1、钢刀具其耐热温度约在200-300℃之间,只能适用于一般材料的切削,在高温下会失去硬度。由于...
2020-04-01 16:371040
高速切削时产生的空气湍流常常会使冷却液无法到达刀具,因而难以获得理想的冷却效果。为此,刀具夹持解决方案的全球提供商——德国Haimer公司推出了采用新开发的Cool Flash系统的热装式夹头。该系统可使冷却液像...
2020-04-01 16:361208
就润滑性能来说,油基切削液的润滑性能要比水基切削液好。但是,水性切削液的冷却效果却明显优于油基切削液。一般来说,慢速切削对切削液的润滑性要求更高,当切削速度低于30m/min时,需要使用切削油。乳化液把油...
2020-04-01 16:341209
绿色制造是可持续发展战略在现代制造业中的典型体现。面向环保的生产制造技术主要研究减少生产过程中的污染,包括减少生产过程的废料、减少有毒有害物质(废水、废气、固体废弃物等)、降低噪声和振动等。切削液在...
2020-04-01 16:321383
2020-03-25 15:121341
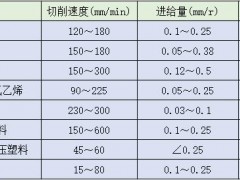
1 前言塑料制件一般采用直接成型的方法生产,但有些塑件直接成型困难或对其精度要求高时,必须进行切削加工。塑件的切削加工一般采用加工金属的设备。由于塑料的性能和...
通过对不锈钢和高温合金钢切削加工性的讨论,找到对不锈钢和高温合金钢加工方法。解决不锈钢和高温合金钢难加工的问题。在煤矿机械中存在用不锈钢和高温合金钢加工制作的一些零部件,这些零件在加工过程中存在一...
2020-03-25 15:111180
分析了粉末冶金零件的机械性能和加工难点,从机械加工的角度探讨了有利于提高粉末冶金加工性能的刀具材料和切削参数,并推荐使用整体PCBN刀具,同时也介绍了金属陶瓷和硬质合金刀具的应用场合。1 前言粉末冶金(PM...
2020-03-25 15:081230
如今零件不仅变得越来越小,同时它们包括的部件越来越多,以提供更多机能。制作小而复杂的零件需要采用微型刀具进行加工,这种刀具为非标刀具,同时极易变形和破损。用于微细加工的刀具不会与大尺寸刀具一样对切...
2020-03-25 15:06国际金属加工商情
喷焊是我公司近几年来采用的一项新技术,是焊接技术应用于金属零件表面处理的新工艺。它适用于金属表面预防性保护和磨损、腐蚀表面的修复。喷焊是使用氧—乙炔火焰将熔点在950~1200℃之间的自熔性合金粉末(如镍...
2020-03-25 15:051269
高精度的机床、机床上的探测技术及非接触式对刀技术的发展为模具加工的自动化和快速成型提供了强大的工具。用于更快速、更省力、更灵活生产的驱动机构使工业重点偏离了传统的后工艺质量管理。在大多数车间中,最...
2020-03-25 15:031189
位于美国新墨西哥州的圣地亚国家实验室(Sandia National Laboratories)对尺寸仅为10μm和20μm的微型车刀和铣刀进行了切削实验与研究。虽然“微加工(micro machining)”这一术语可用于表示在极小尺度范围内完...
2020-03-25 14:521094
用传统的机械抛光法对大面积PCD制品抛光,磨轮会先接触其因应力变形而出现的凸起部分,造成抛光时间长、局部厚度减薄等弊端。对此,作者设计并运用了双摇杆摆动夹具,使抛光表面在抛光过程能与磨轮端面自适应接触...
2020-03-25 14:501059
切削加工技术是制造技术中应用最广泛的关键共性技术。全世界每年消耗于切削加工的费用约为1000亿美金,约10%的金属被切成切屑。通过正确地发展和应用加工技术,节约20%的加工费用是完全可能的。毛坯精密成形+...
2020-03-25 14:481131
在轴类零件中,有大量的轴中间有孔需加工。轴孔最常见的加工方法为:在车床尾座上装夹钻头,手摇钻孔,然后在刀架上装镗刀,进行车镗加工。这种方法对较浅的油孔加工非常方便,加工精度也能保证。但对那些较深的...
2020-03-25 14:341075
在孔径大于0.008吋(200μm)的场合基本上都使用机械式钻孔,而较小孔径则主要应用激光钻孔。激光钻孔的孔径最小为0.001吋(25μm),一般标准孔径为0.004吋(100μm)至0.006吋(150μm)。直到1999年年底,激光钻孔还仅...
2020-03-25 14:331392
