1 前言
塑料制件一般采用直接成型的方法生产,但有些塑件直接成型困难或对其精度要求高时,必须进行切削加工。塑件的切削加工一般采用加工金属的设备。由于塑料的性能和金属相差较大,且塑料品种繁多,其种类不同性能也有较大差异,所以塑件的切削加工有它自身的特点。
2 塑料的性能对切削加工的影响
热性能
和金属相比,塑料的热容量小,导热性差(其导热系数只有金属的千分之三或更小),热膨胀系数大(比金属大1.5~20倍)。故在切削过程中因摩擦而产生的热量主要传给刀具。即使少量热量传给塑件,因难以传入塑件内部,极易产生局部过热,引起塑件变色、熔融、甚至燃烧。而且温度过高,塑件的弹性变形加剧,影响塑件的表面质量和尺寸精度,严重时引起工件弹跳,甚至造成事故。因此,加工中常采用冷却剂(一般用压缩空气)降低温度。
弹性模量
塑料的弹性模量只有金属的1/10~1/16,切削加工时,若刀具和夹具对它施加压力过大,会引起较大的弹性变形,影响塑件的加工精度,严重时会造成加工困难。因此在切削加工时,刀具的参数要合理,刃口要锋利,切削用量应适当,以减小切削力。夹紧力不可过大。
塑料切屑的特点
在高速切削时,被切下来的塑料碎屑呈胶熔状态,遇冷即硬化。在加工过程中,碎屑极易粘附在刀具上,从而改变刀具的角度,增大切削深度,影响塑件的加工精度,因此应及时除去切屑。此外塑料制件在切削加工过程中,会产生大量切屑粉尘,必须采取有效的通风除尘措施,使空气中的粉尘含量符合国家规定的标准。
3 刀具材料的选择
刀具的材料主要有高速钢、硬质合金、金刚石等。切削一般的塑料,可选用前两种刀具材料。相比较而言,高速钢的磨利性较好,选用高速钢刀具并仔细刃磨,能使刀具刃口更锋利,但其耐用度低于硬质合金刀具。加工玻璃钢宜选用金刚石刀具。因玻璃钢由塑料和玻璃纤维两种材料组合而成,切削时软硬相间,断续切削,每分钟的冲击达百万次以上,刀具比切削纯硬质材料还要容易磨钝,因此应选用耐磨性极好的金刚石刀具。
4 刀具几何参数的选择
在选择刀具几何参数时应尽量减小切削力,降低切削温度,以保证塑件的加工质量,并尽可能提高生产率和刀具耐用度,降低加工成本。下面着重讨论车刀几何参数选择原则。
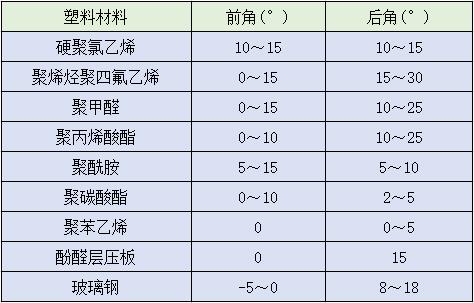
表1 切削常用塑料的车刀参考角度
前角
车刀前角的大小直接影响切削效果。前角选大些可减小切削变形、切削力,减少切削热的产生,降低切削温度,减小刀具刃口钝圆半径,使刀刃锋利;同时能提高塑件加工质量。但前角过大会削弱刀具强度,散热条件变差,切削温度反而升高,使刀具耐用度和塑件加工质量下降。因此合理选择刀具的前角很重要。选择时应综合考虑塑件材料、刀具材料及加工性质三方面的因素。
实验证明,加工塑件时,随刀具前角的增大,切削阻力会减小。这是因为大多数塑料的抗压强度大于抗拉强度(一般大2~3倍),从力学的角度分析,杜兰萍28刀具前角愈大愈有利于塑料发生拉伸断裂。故加工塑件时,刀具前角应选大些;但加工玻璃钢等材料时,冲击力较大,为保证刀具强度,前角应取小些,甚至取负值。
刀具材料不同,前角的选择也不相同。高速钢的抗弯强度和冲击韧性较大,可承受较大的切削力,前角可取更大的数值,以减小切削力。加工性质不同,前角的选择也不同。粗加工时,切削深度和进给量都较大,切削力大,为减小切削力,前角应取大些;精加工时,切削速度一般较高,产生的切削热较多,为改善刀具散热条件,降低切削温度,前角可取小些。
后角
角的大小对切削效果的影响也较大。后角取大值可减少刀具后刀面与塑件之间的摩擦,并能使刀具刃口钝圆半径减小,刃口锋利,易切入工件。但后角过大也使刀刃强度降低,刀具散热能力下降。选择刀具后角主要考虑切削厚度。切削厚度大(如粗加工)切削力大,为减小切削力并保证刀具有足够的强度,前角应取大值,后角应取小值;切削厚度薄(如精加工),摩擦及刀具磨损主要发生在后刀面上,且切削力不大,刀具强度足够,后角应取大些以减小后刀面的摩擦,减少切削热,并使刀刃锋利。切削常用塑料的车刀前、后角值参见表1。
4.3 其它
参数车刀的主偏角、副偏角、刀尖圆弧半径等参数也会对刀具传热、塑件表面粗糙度、切削力等方面产生影响。减小主、副偏角,增大刀尖圆弧半径,可改善刀具散热条件,使刀具磨损减小;塑件表面粗糙度减小。但主、副偏角过小或刀尖圆弧半径过大,致使切削阻力,特别是工件切深方向的切削分力增大,容易引起塑件变形。因此在塑件刚度允许的条件下,才能取较小的主、副偏角和较大的刀尖圆弧半径。
5 切削用量的选择
切削速度
提高切削速度可以缩短切削时间,提高生产率,且切削力不会增大,塑件表面粗糙度也几乎不受切削速度的影响。但切削速度增加会使切削温度明显升高,塑件会产生热膨胀和热变形,甚至变色,影响加工质量,且刀具磨损加剧、耐用度降低(切削速度提高10%,刀具耐用度会缩短为原来的40%~60%),这样使换刀、磨刀、对刀调整等辅助时间增加,生产率反而有所下降,因此要控制切削速度。常用塑料加工时的切削速度参见表2。
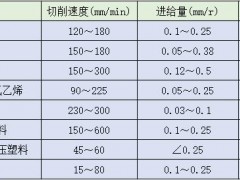
表2 切削常用塑料的切削用量塑料材切削速进给切削深度量度料(mm)
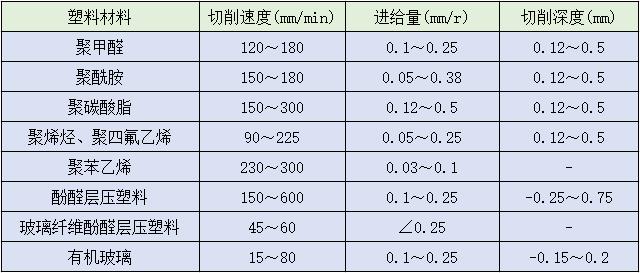
进给量和切削深度
进给量和切削深度增大时也使切削加工时间缩短,且因改善了散热条件,切削温度和刀具耐用度下降不大,不会使换刀、磨刀等辅助时间明显增加,故可提高生产率。但随着进给量和切削深度的增加,切削力会显著增大(进给量增大一倍,切削力约增大70%~80%,切削深度增大一倍,切削力几乎成倍增加),易使塑件产生变形而影响加工质量,甚至使工件报废。塑件表面粗糙度值还会随进给量的增大而增大,因此加工时应选择合适的进给量和切削深度。切削常用塑料的进给量和切削深度参见表2。
6 结束语
在加工塑料制件时,应根据塑料的性能及加工条件、加工要求,选择合适的刀具材料,合理选择刀具的几何参数及切削用量,解决好塑料加工中的特殊问题,使刀具几何参数的切削用量达到最佳组合,以达到减小切削力,降低切削温度,保证加工质量,提高生产率的目的。