(二)钻夹具设计要点1.钻模类型的选择钻模类型很多,在设计钻模时,首先要根据工件的形状、尺寸、重量和加工要求,并考虑生产批量、工厂工艺装备的技术状况等具体条件,选择钻模类型和结构。在选型时要注意以下...
2020-04-23数控信息网
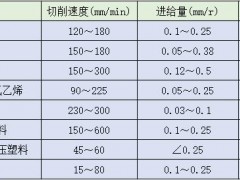
3.铰刀的几何角度①主偏角加工钢等韧性材料一般取=15°;加工铸铁等脆性材料一般取=3°~5°;粗铰和铰盲孔时一般取=45°;手用铰刀一般取=0.5°~1.5°。②前角铰孔时一般余量很小,切屑很薄,切屑与前刀面接触长...
2020-04-23数控信息网
3.其他结构的钻头(1)扁钻扁钻切削部分磨成一个扁平体,主切削刃磨出锋角、后角并形成横刃;副切削刃磨出后角与副偏角并控制钻孔直径。扁钻前角小,没有螺旋槽,排屑困难,但由于制造简单,成本低,在仪表和钟...
2020-04-23数控信息网
一、孔加工用刀具在金属切削中,孔加工占很大比重。孔加工的刀具种类很多,按其用途可分为两类:一类是在实心材料上加工出孔的刀具,如麻花钻、扁钻、深孔钻等;另一类是对工件已有孔进行再加工的刀具,如扩孔钻...
2020-04-23数控信息网
(二)铣床夹具的主要类型在铣削加工时,往往把夹具安装在铣床工作台上,工件连同夹具随工作台作进给运动。根据工件的进给方式,一般可将铣床夹具分为下列二种类型:1.直线进给式铣夹具这类夹具在铣削加工中随铣...
2020-04-23数控信息网
一、铣削刀具铣刀的种类很多(大部分已经标准化),按齿背形式分铣刀可分为尖齿铣刀和铲齿铣刀两大类。尖齿铣刀齿背经铣削而成,后刀面是简单平面,如图8-13a所示,用钝后重磨后刀面即可。该刀具应用很广泛,加工平...
2020-04-23数控信息网
一、 齿轮的功用与结构特点齿轮传动在现代机器和仪器中的应用极为广泛,其功用是按规定的速比传递运动和动力。齿轮的结构由于使用要求不同而具有各种不同的形状,但从工艺角度可将齿轮看成是由齿圈和轮体两部分构...
2020-04-23数控信息网
圆柱齿轮加工工艺过程常因齿轮的结构形状、精度等级、生产批量及生产条件不同而采用不同的工艺方案。下面列出两个精度要求不同的齿轮典型工艺过程供分析比较。一、普通精度齿轮加工工艺分析(一)工艺过程分析图9...
2020-04-23数控信息网
数控加工工艺是伴随着数控机床的产生,不断发展和逐步完善起来的一门应用技术,研究的对象是数控设备完成数控加工全过程相关的集成化技术,最直接的研究对象是与数控设备息息相关的数控装置、控制系统、数控程序...
2020-04-23数控信息网
内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔、滚压孔等。一、钻孔用钻头在工件实体部位加工孔称为钻孔。钻孔属粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为...
2020-04-23数控信息网
1 微光学概述1.1 定义与名称微光学是一门属于多门前沿学科交叉领域的新兴科学。微光学借助于微电子工业技术的最新研究成果,是国际上最前沿研究方向之一,并具有广泛的应用前途。微光学元件(MOC),指面形精度可...
2020-04-23数控信息网
工艺系统的几何误差主要是指机床、刀具和夹具本身在制造时所产生的误差,以及使用中产生的磨损和调整误差。这类原始误差在加工过程开始之前已客观存在,并在加工过程中反映到工件上去。一、 机床的几何误差机床的...
2020-04-23数控信息网
0 引言鉴于1Cr18Ni9Ti材料具有优良的耐腐蚀性和韧性,在液气体传输管件中应用日趋广泛,尤其在高压输送酸碱性液体时,多采用该类材料制造阀管件。这类零件形状复杂、精度要求高、批量大。由于1Cr18Ni9Ti属奥氏体...
2020-04-23数控信息网
前言图1所示支承座是某新型设备上的重要钣金冲压件,使用材料是1Cr18Ni9Ti钢板,材料厚度δ=1.5mm.该零件的冲压特点是:材料屈服强度高,外形尺寸大,毛坯在弯成U形件后,还需将两个边都向内折弯,并冲出Φ20mm...
2020-04-23数控信息网
1、前言众所周知,热处理是通过改变材料组织使机械零件或产品获得所需性能并保证使用安全可靠的工艺过程,是机械制造工程的重要组成部分。因为热处理的质量特性是其结果不能通过其后的检验和试验得到完全的验证,...
2020-04-23数控信息网
一、套筒类零件的结构特点及工艺分析套筒类零件的加工工艺根据其功用、结构形状、材料和热处理以及尺寸大小的不同而异。就其结构形状来划分,大体可以分为短套筒和长套筒两大类。它们在加工中,其装夹方法和加工...
2020-04-23数控信息网
螺纹铣削是当今发达国家制造业中比较流行的一种螺纹加工方法。它是采用数控机床的螺旋插补功能进行螺纹加工的一种新方法。与传统的采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣比较主要有以下优点:①同...
2020-04-23数控信息网
2 .理论分布图(1)正态分布曲线大量的试验、统计和理论分析表明:当一批工件总数极多,加工的误差是由许多相互独立的随机因素引起的,而且这些误差因素中又都没有任何特殊的倾向,其分布是服从正态分布的。这时...
2020-04-23数控信息网
生产实际中,影响加工误差的因素往往是错综复杂的,有时很难用单因素来分析其因果关系,而要用数理统计方法进行综合分析来找出解决问题的途径。一、加工误差的性质各种单因素的加工误差,按其统计规律的不同,可...
2020-04-23数控信息网
现代机械制造技术正朝着高效率、高质量、高精度、高集成和高智能方向发展。精密和超精密加工技术已成为现代机械制造中最重要的组成部分和发展方向,并成为提高国际竞争能力的关键技术。车削加工误差随着精密加工...
2020-04-23数控信息网