两例数控车削精度的刀具影响与补偿
0 前言数控车床加工零件是按照编制的程序指令控制刀具运动来完成的,而编制加工程序一般是以刀具的刀尖作为编程点,但是实际刀具的刀尖呈圆形,这就导致刀具的行走轨迹发生转变时,对加工精度影响更突出,特别是在没有刀尖圆弧补偿的控制系统中。因此,在编程时必须根据具体情况考
0评论2020-04-23917
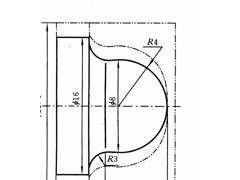
车削加工中圆弧车刀的干涉问题
1 问题的提出在普通车床的车削加工中,圆弧的车削通常是采用手工凭经验进行车削的方法来完成,或者用定型车刀进行车削。前者很难保证力口工精度;后者对刀具的要求比较高,主要是刀具的形状需要与工件的形状完全吻合。对于小批量多规格的生产,刀具的制造成本高。随着数控技术的快
0评论2020-04-23928
模具制造中的高速铣削与精密电火花加工
高速铣削加工(HSM或HSC)一般采用非常高的铣刀转速,较快的进给量,非常小的径向与轴向铣削深度对模具进行铣削加工.在铣削时,大量的铣削热被切屑带走,因此工件的表面温度较低,工件变形小,可切削较硬的表面,给现代模具加工带来了新的加工技术.(1)改善了工件的加工精度和表面质量.高速
0评论2020-04-23890
高温合金孔加工技术探讨
高温合金材料及其切削加工性随着科学技术和人类文明进步的需要,机械产品高性能、多功能、高质量要求十分强烈,产品结构要求也更加紧凑,零件尺寸向微细化发展。为满足上述要求,具有高硬度、高韧性和高耐磨性的难加工材料在产品中使用得越来越多。以发电设备为例,汽轮机从30万普
0评论2020-04-22891
微细加工技术及其应用
微细加工技术是由瑞士BinC公司发明的一种新型加工工艺,在2004年法国巴黎举办的国际表面处理展览会(SITS)和2004年在法国里昂举办的ALLIANCE展览会上荣获2项发明奖。微细加工工艺和设备拥有国际专利保护。微细加工技术结合了超精增亮和超精抛光两项革新技术,能够有选择性地保留
0评论2020-04-22816
水射流切割工艺介绍
加工材料的先进方法之一是用高压液体射流切割。美国在1961年已获得专利。但是,在俄罗斯第一次发表这题目是在40年代中期。而在80年代末才由莫斯科金属切削机床实验科学研究所开始深入研究。1997年的汉诺威和1999年的巴黎EMO展览会上证明,该方法有了很大发展,且在该领域中的技术
0评论2020-04-22817
线切割加工工艺参数的选择
1、脉冲参数的选择线切割加工一般都采用晶体管高频脉冲电源,用单个脉冲能量小、脉宽窄、频率高的脉冲参数进行正极性加工。加工时,可改变的脉冲参数主要有电流峰值、脉冲宽度、脉冲间隔、空载电压、放电电流。要求获得较好的表面粗糙度时,所选用的电参数要小;若要求获得较高的
0评论2020-04-22794
旋分切削--一种经济型加工工艺
德国维拉机床股份有限公司(WERA)是一家拥有近百年历史的机床制造商。公司早期根据德国奔驰公司等汽车生产厂商的需求,成功研发出数控旋分切削技术。经历了数十年的市场考验,WERA公司基于旋分理论的专用切削机床不断成熟,并在全球范围内得到广泛应用。近30年来,WERA公司始终不
0评论2020-04-22828
轴类零件数控车削工艺分析 实例二
如图5-29为典型轴类零件,该零件材料为LY12,毛坯尺寸为Φ22㎜×95㎜,无热处理和硬度要求,试对该零件进行数控车削工艺分析。图5-29 典型轴类零件(1)零件图工艺分析该零件表面由圆柱、圆锥、凸圆弧、凹圆弧及螺纹等表面组成。零件材料为LY12,毛坯尺寸为为Φ22㎜×95㎜,无热处
0评论2020-04-22913
轴类零件数控车削工艺分析 实例一
典型轴类零件如图5-27所示,零件材料为45钢,无热处理和硬度要求,试对该零件进行数控车削工艺分析。图5-27 典型轴类零件(1)零件图工艺分析该零件表面由圆柱、圆锥、顺圆弧、逆圆弧及螺纹等表面组成。其中多个直径尺寸有较严的尺寸精度和表面粗糙度等要求;球面Sφ50㎜的尺寸公
0评论2020-04-22954
套类零件数控车削工艺分析
如图5-30为典型轴套类零件,该零件材料为45钢,无热处理和硬度要求,试对该零件进行数控车削工艺分析(单件小批量生产)。(1)零件图工艺分析该零件表面由内外圆柱面、内圆锥面、顺圆弧、逆圆弧及外螺纹等表面组成,其中多个直径尺寸与轴向尺寸有较高的尺寸精度和表面粗糙度要求
0评论2020-04-22883
快速成形法
快速成形法(Rapid PrototyPing,又称为快速出样件技术或快速原型法)是国外80年代中后期发展起来的一种新技术,它与虚拟制造技术(Virtual Manufacturing)一起,被称为未来制造业的两大支柱技术。快速成形技术对缩短新产品开发周期,降低开发费用具有极其重要的意义,有人称快速成形
0评论2020-04-22698
零件表面的切削加工成形方法
机械零件的表面形状不外乎是几种基本形状的表面:平面、圆柱面、圆锥面以及各种成形面。当精度和表面粗糙度要求较高时,需要在机床上用刀具经切削加工而形成。机械零件的任何表面都可看作是一条线(称为母线)沿着另一条线(称为导线)运动的轨迹。请看书上P3.的图1,平面可看作是是由
0评论2020-04-22826
- 内孔磨削加工与滚压加工的比较
0评论2020-04-22
齿轮模具激光表面强化工艺与装备的技术进展
齿轮模具激光表面强化技术是指在数控环境下,利用高能量密度的激光束和涂料或熔覆材料对齿轮或模具表面进行处理,改变其表层的组织或成分,实现表面相变强化或增强性修复的技术。激光相变强化的金属材料学所谓激光相变强化,是用激光束扫描工件,使工件表层快速升温到Ac3临界点以
0评论2020-04-22738
简明的工序尺寸图解法
在机械加工过程中,常利用尺寸链原理求解工序尺寸及其公差。但当零件加工工序较多,工艺基准与设计基准又不重合,加工中又需多次转换定位基准时,想快速、准确的建立起尺寸链并非易事。此时,人们大多会利用“图解法”。由于传统图解法中工序尺寸的表示及加工余量的位置均没有按实
0评论2020-04-22919
齿轮滚齿加工及热后精加工的技术状况分析
随着近几年齿轮加工技术的发展,齿轮材料、齿轮刀具制造和磨齿砂轮的工艺的改进、齿轮机床在精加工齿轮的精度及加工效率方面都有了很大的提高,速度之快出乎想象。而且齿轮制造的发展方向不仅涉及成熟的欧美市场,还包括以中国为代表的快速发展市场。传统高速钢滚刀及湿切技术还能
0评论2020-04-22794
- 数控车床加工工艺分析 实例二
0评论2020-04-22
- 数控车床加工工艺分析 实例一
0评论2020-04-22
粗切削与精切削
机械工厂的切削加工有两种,分别称为“粗切削”和“精切削”。工件经“粗切削”后,十分接近所要求的形状和尺寸,但加工表面仍留有足够的金属余量,以供精加工,使工件表面光洁、尺寸准确。一般地说,钢质棒料、锻件、铸件等只经一次粗切削和一次精切削即可达到所要求的形状和尺寸
0评论2020-04-221103


